| 023-8862 6996 139 8336 4953 |

| 023-8862 6996 139 8336 4953 |

電 話:023-88626996
電 話:023-88626886
電 話:023-88626776
地 址:重慶市沙坪壩區土主(zhǔ)鎮大川國際建(jiàn)材城7區7幢
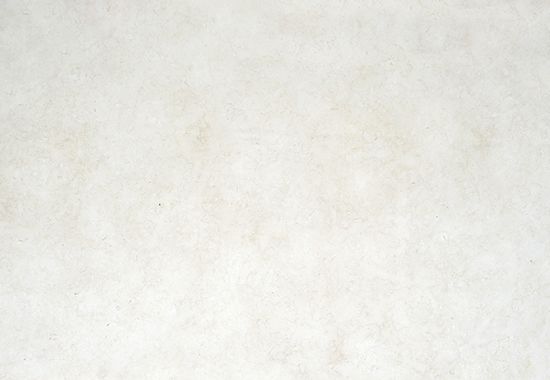
介紹如何(hé)去(qù)除花崗岩和大理石板上的油漬
對於客戶而言,花崗岩和(hé)大理石板表麵(miàn)的(de)油膩汙漬更加困難,因為這不僅會(huì)影響其美觀,還會損壞石材。
您知道如何去除花崗岩和大理石板上的油漬嗎?去除油漬可以使石材恢複為新的狀態。我不知道這(zhè)是否沒關(guān)係,以下花崗岩(yán)和大理石板製造商(shāng)會告訴您有關去(qù)除花崗岩和大理石板上的油漬的信息。
希望我們所(suǒ)討論的問題能對(duì)您有所幫助。如果您想(xiǎng)知道,那就找出吧!
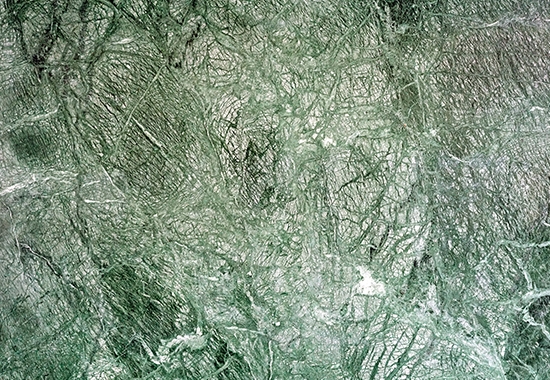
油膩汙漬也是在我們(men)日常生活中可能會出(chū)現(xiàn)在石頭上的汙染物。這可以分為兩種類型的環境,一種是由油煙引起的,另一種是由液(yè)態油引起的。
如果是(shì)由(yóu)油煙引(yǐn)起的油脂汙漬是(shì)z好的清除方法,隻要可以(yǐ)用中性的油汙清潔劑清除即可。如(rú)果倒(dǎo)入液態油,應立即將其擦去並用特殊的中性油清(qīng)潔(jié)劑清(qīng)洗(xǐ)。
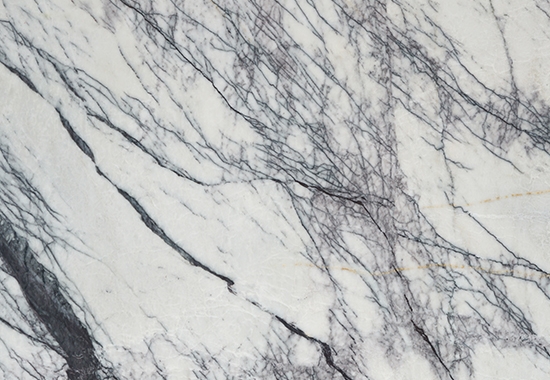
如果花崗岩大理石板已被(bèi)石材滲透吸收後,如果(guǒ)可以使用含有外觀活性劑的堿性更高或更弱堿性或中性的洗滌劑將今天的油性汙垢洗掉,請記住將其浸泡在洗(xǐ)滌劑中約10分(fèn)鍾(zhōng),然後再使用較(jiào)硬的洗滌劑。刷牙,重複幾麵可以達到更好的效果。
重慶新小蝌蚪视频app石材有限公司
023-8862 6996
023-8862 6886
139 8336 4953
工") | |
| 掃碼谘詢 |